



电梯制动器与电梯系统的安全性息息相关,制动器的安全性逐渐引起了全社会的关注。电梯制动器通常用于电梯的保持制动及紧急制动,包括正常运行时的制动、异常情况时的紧急制动,同时也是上行超速、意外移动时的制停装置,集众多角色于一身的制动器,关系重大。
制动器的众多事故因素中,剩余行程消失,衔铁顶死造成的制动器抱闸失效逐渐形成为普遍现象。因此在设计、制造过程,预留及保证剩余行程,电梯维保和检修过程中检测剩余行程余量,是影响制动器抱闸安全的一个关键因素。
1.剩余行程定义
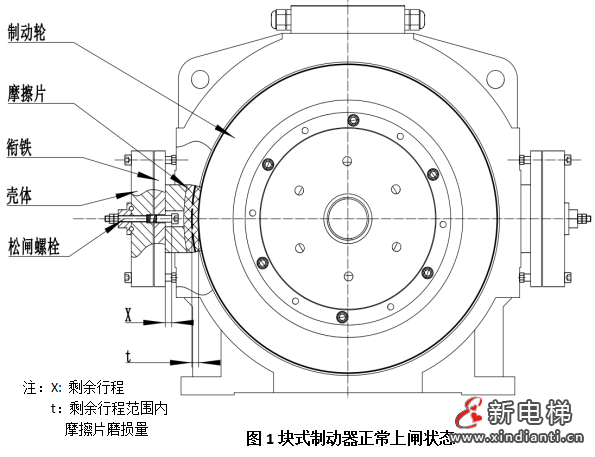
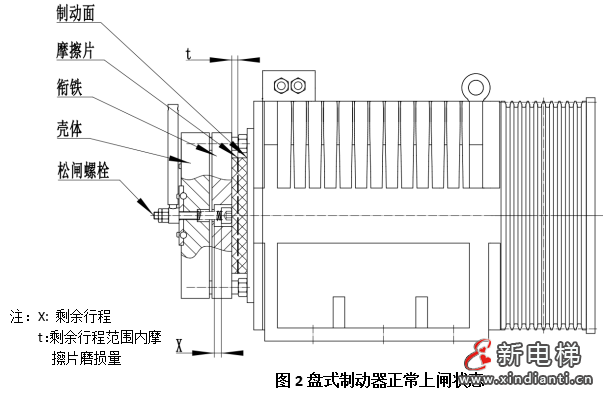
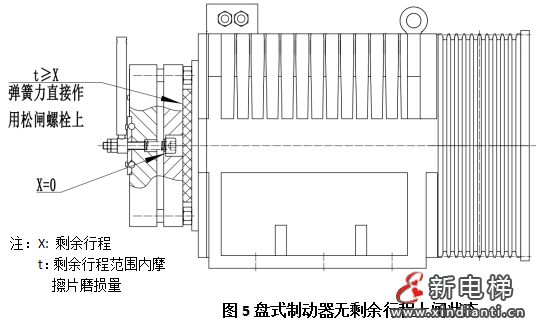
1.1盘式、块式制动器的剩余行程是指制动器上闸后(制动衬垫紧贴制动轮),松闸手柄仍能旋转的范围,即衔铁及手柄之间仍存在的活动余量。如图1、图2中X即是剩余行程。
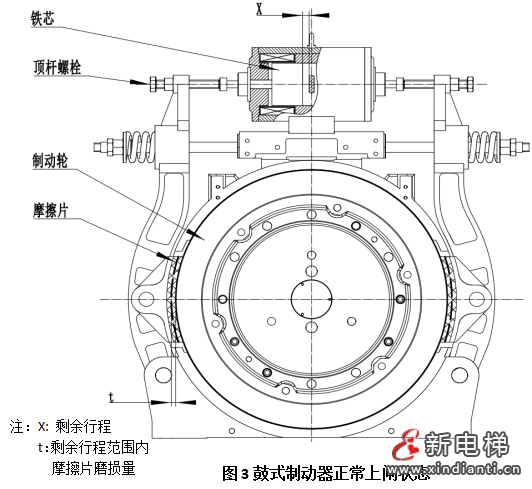
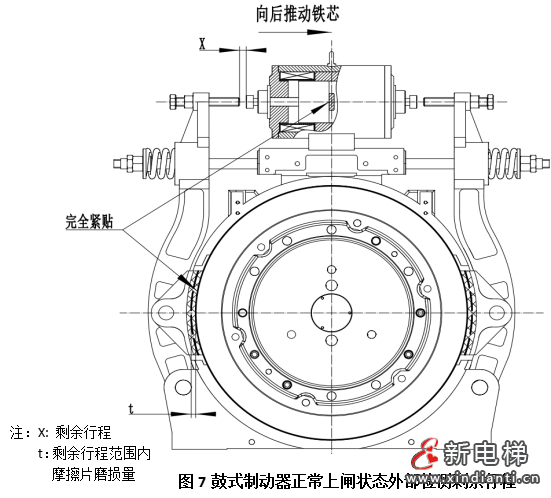
1.2鼓式制动器的剩余行程是指制动器上闸后(制动衬垫紧贴制动轮),衔铁(动芯)仍能活动的距离。如图3中X即是剩余行程。
2.剩余行程消失的危害
“零速”制动,是电梯制动器的理论工作状态,理论上制动器摩擦片不应有磨损发生,但在电梯试梯、年检、制动力测试等试验中,随着电梯运行制动抱闸的多次完成,使摩擦片发生不同程度磨损,增大制动器衔铁的工作行程。经调研,许多工况下,特别是使用5年以上的制动器摩擦片实际磨损较为严重。
另外,在电梯在后期使用过程中,当摩擦片磨损量超过允用剩余行程后,衔铁逐渐贴近制动轮的过程中发生顶死现象,虽然制动器的电磁力和制动弹簧的弹簧力都保持良好状态,但弹簧力完全作用到制动器松闸机构上(如图4、图5、图6),无法作用到制动轮上,制动力矩消失。
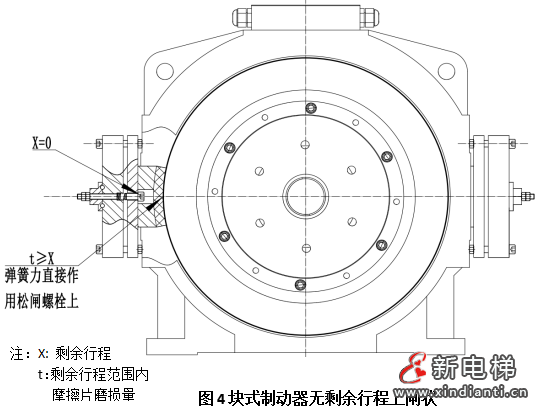
在电梯行业高速发展的行业背景下,设计制造单位与维修保养单位能力良莠不齐,个别不规范的制造厂家盲目仿制市场产品,对剩余行程理解不透彻,在设计过程中并未预留足够的剩余行程,导致摩擦片稍有磨损就会出现剩余行程消失,制动器顶死现象出现;在维保过程中,维保人员的重心往往主要集中在制动器的松抱闸动作灵活性上,往往忽略剩余行程的检查。因此预留剩余行程是必要的。若无剩余行程时,制动器摩擦片磨损到一定程度将极易出现制动器衔铁顶死(即X=0,如图4、图5、图6),导致抱闸失效。所以剩余行程也应是每次电梯维护保养时的必检项目。

但无论何种制动器形式,设计预留的剩余行程余量多大,随着使用摩擦片磨损的增加,剩余行程或早或晚地将会逐渐消失。因此相较于设计阶段来说,在维保过程中,有效检查剩余行程避免潜在安全风险更为重要。
3.剩余行程检测
3.1对于盘式、块式制动器,断电上闸后(制动衬垫紧贴制动轮),使用配套松闸手柄,松闸手柄仍能旋转的角度,剩余行程角度设计一般在5°左右,不易检测,现场多数靠感官检测。
3.2对于鼓式制动器,断电上闸后(制动衬垫紧贴制动轮),衔铁向里推至极限,用塞尺检查制动器衔铁(动芯)与制动螺栓间的间隙X,X即为剩余行程(图7)。此剩余行程设计余量较大,且便于检测,如现场可以直接用塞尺检测。
4.剩余行程调整
4.1对于盘式、块式制动器,设计的剩余行程较小,紧急制动后对剩余行程变小影响大,使用次数小,在整机上不能调整,要么更换,要么拆下制动器,调整次数频繁,成本较高。
4.2对于鼓式制动器,设计的剩余行程较大,摩擦片磨损量对剩余行程影响量相对较小,剩余行程消失前可调整,且便于调整,成本较低。调整方法举例说明,包括步骤1:在断电状态下,手推动铁芯到最里侧,调整制动螺栓使螺栓端面和动铁芯端面的间隙至 2.5mm(初始抱闸安装时调整)左右。步骤 2:制动器通电,打开制动器,用塞尺检测间隙 在0.10-0.15mm 之间,使用 0.1mm和 0.15mm塞尺,从上至下塞入制动轮和摩擦片之间的间隙,0.10mm 塞尺能通过,0.15mm 塞尺不能通过;a)当间隙小于 0.10mm 时,顺时针旋转调整螺栓,将所要求的间隙调整0.10-0.15mm之间,然后锁紧螺母;b)当间隙大于 0.15mm 时,逆时针旋转调整螺栓,将所要求的间隙调整到 0.10-0.15mm之间,然后锁紧螺母。
注:以上尺寸以厂家出厂设置为准。
5.小结
综上可知,不论早期大批量使用的鼓式制动器,还是目前及未来市场大批推广的盘式制动器、块式制动器,目前市场上正规生产商都从设计上预留必要的剩余行程。盘式制动器、块式制动器剩余行程设计较小,一般在0.5mm以内,且剩余行程x随摩擦片磨损量t等量减少;鼓式制动器剩余行程设计较大,一般在3mm左右,加上制动臂杠杆系数a存在(a取值为(0-1)),剩余行程X受摩擦片磨损量t影响较小;即同等摩擦片磨损量t,盘式制动器剩余行程X1=t,鼓式制动器剩余行程X2<t,从理论上鼓式制动器结构及剩余行程预留量更能够保证使用年限及安全性。
随着使用摩擦片磨损的增加,剩余行程或早或晚地将会逐渐消失,因此相较于设计阶段来说,在维保过程中,有效检查剩余行程避免潜在安全风险更为重要,在此也呼吁行业关注。

